
商铺名称:纽威数控装备(苏州)有限公司
联系人:陈经理(先生)
联系手机:
固定电话:
企业邮箱:136946316@qq.com
联系地址:江苏省 苏州市 中国江苏省苏州市高新区科技城浔阳江路69号
邮编:00000
联系我时,请说是在瑞启化工网上看到的,谢谢!
商品详情
VNL系列数控立式车床


|

|
|
|
01、整体 单柱和双柱数控立式车床均采用左右对称结构,双柱数控立式车床双刀架加工,加工效率更高,占地面积更小。 |
02、横梁升降系统 横梁移置定位精度高,对于在0~1000mm范围内任意高度的工件都能方便的加工。 |
|
|

|
|
|
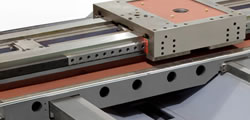
03、导轨 直线导轨和滑动导轨配合使用,精度稳定,摩擦力小,抗振性好、承载能力大。 |
04、导轨、丝杠 进口滚柱式滚动导轨,承载大,精度高 ;进口滚珠螺杆热抑制功能好,可靠性高。 |
|
球阀球体
收缩



套管四通
收缩







闸阀阀体
收缩






锻钢阀阀体
收缩



球阀阀体
收缩







在线询盘/留言









