
商铺名称:纽威数控装备(苏州)有限公司
联系人:陈经理(先生)
联系手机:
固定电话:
企业邮箱:136946316@qq.com
联系地址:江苏省 苏州市 中国江苏省苏州市高新区科技城浔阳江路69号
邮编:00000
联系我时,请说是在瑞启化工网上看到的,谢谢!
商品详情
PM系列高速型龙门加工中心

本机床采用龙门框架固定,工作台在床身上移动的结构形式。横梁立柱一体化设计,具有高刚性及精度稳定性的特点。标配德国ZF减速机,实现高转速高精度及强力切削的完美结合。广泛应用于模具、航空航天、轨道交通、汽车、医疗等高端制造产业。

|

|
|
|
01、高刚性整体结构 主要关键零件均采用树脂砂高强度优质铸件,刚性好,稳定性强。 |
02、床身导轨 采用进口滚动导轨,PM20HA及以下型号为两导轨,PM25HA及以上型号为3导轨,保证机床具有优良的承载性能。 |
|

|

|
|
|
03、横梁及导轨 横梁两导轨间距大,有效抗前倾;采用进口滚珠重载直线导轨,摩擦小,承载能力强,高速振动小,低速无爬行,定位精度及精度保持性好。 |
04、主轴及滑枕 选用进口主轴,扭矩大、转速高,充分满足镗铣及钻孔加工;滑枕采用大截面贴塑导轨,四面环抱结构,保证切削加工的平稳,特别适用强力切削,大孔镗削及使用角度头的五面加工。 |
|
连杆
收缩


涡轮壳
收缩



汽车转向输入轴
收缩



汽车铝合金轮毂轮辐侧面模具铣削加工
收缩



重卡缓速器壳体
收缩









前桥壳体
收缩



汽车转向节
收缩



汽车铝轮毂加工
收缩



化油器
收缩


变速器盖
收缩



轮毂模具加工
收缩

轮胎模
收缩



飞机机翼
收缩



典型飞机机身零件
收缩
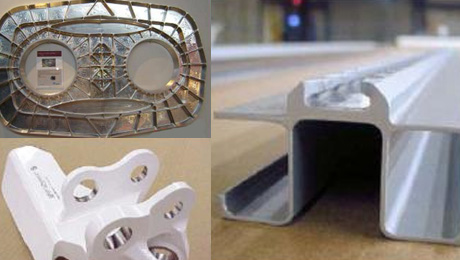
典型发动机零件
收缩


飞机机翼
收缩


| 名称 | 单位 | PM1220HA | PM1230HA | PM1240HA | PM1250HA | PM1520HA | PM1530HA | PM1550HA | PM1820HA | PM1830HA | PM1840HA | PM2030HA | PM2040HA | PM2050HA | PM2060HA | PM2530HA | PM2540HA | PM2550HA | PM2560HA | PM2580HA | PM25100HA | PM3040HA | PM3060HA | PM3080HA | PM30100HA |
| 工作台宽度 | mm | 1200 | 1500 | 1800 | 2000 | 2500 | 3000 | ||||||||||||||||||
| 工作台长度 | mm | 2000 | 3000 | 4000 | 5000 | 2000 | 3000 | 5000 | 2000 | 3000 | 4000 | 3000 | 4000 | 5000 | 6000 | 3000 | 4000 | 5000 | 6000 | 8000 | 10000 | 4000 | 6000 | 8000 | 10000 |
| 工作台承重 | kg | 3500 | 5500 | 7000 | 8000 | 6000 | 7000 | 9000 | 8000 | 10000 | 12000 | 16000 | 20000 | 23000 | 26000 | 18000 | 22000 | 25000 | 30000 | 35000 | 40000 | 25000 | 35000 | 40000 | 45000 |
| 工作台行程(X轴) | mm | 2200 | 3200 | 4200 | 5200 | 2200 | 3200 | 5200 | 2200 | 3200 | 4200 | 3200 | 4200 | 5200 | 6200 | 3200 | 4200 | 5200 | 6200 | 8500 | 10500 | 4200 | 6200 | 8500 | 10500 |
| 滑鞍行程(Y轴) | mm | 1500[1700] | 1900 | 2700 | 3200 | 3200 | 3700 | 4200 | |||||||||||||||||
| 滑枕行程(Z轴) | mm | 800 | 800 | 800 [1000] | 1000 [800] [1250] | 1000 [1250] | 1000 [1250] | ||||||||||||||||||
| 主轴端面到工作台面距离 | mm | 200~1000 | 200~1000 | 200~1000 [200~1200] | 200~1200 [200~1000] [ 250~1500] | 200~1200 [250~1500] | 200~1200 [250~1500] | ||||||||||||||||||
| 两立柱之间距离 | mm | 1400[1600] | 1800 | 2300 | 2800 [3200] | 2800 [3200] | 3300[3800] | 3800[4200] | |||||||||||||||||
| 刀柄规格 | - | BT50 | BT50 | BT50 | BT50 | BT50 | BT50 | ||||||||||||||||||
| 转速范围 | r/min | 40~6000 | 40~6000 | 40~6000 | 40~6000 [Z轴1250:40~4500] | 40~6000[Z轴1250:40~4500] | 40~6000[Z轴1250:40~4500] | ||||||||||||||||||
| 最大输出扭矩 | N.m | 788/1295 | 788/1295 | 525/647 [770/910] | 770/910 | 770/910 | 770/910 | ||||||||||||||||||
| 主轴电机功率 | kW | 15/18.5 | 15/18.5 | 15/18.5 [22/26] | 22/26 | 22/26 | 22/26 | ||||||||||||||||||
| 滑枕截面 | mm | 400×320 | 400×320 | 400×400 | 400×400 [Z轴1250:420×420] | 400×400 [Z轴1250:420×420] | 400×400 [Z轴1250:420×420] | ||||||||||||||||||
| X、Y、Z轴快移速度 | m/min | 24/24/15 | 15/24/15 | 15/24/15 | 12/24/15 | 15/24/15 | 12/24/15 | 12/24/15 | 20/18/15 | 20/18/15 | 15/18/15 | 15/15/12 | 15/15/12 | 12/15/12 | 12/15/12 | 12/12/12 | 12/12/12 | 12/12/12 | 12/12/12 | 10/12/12 | 8/12/12 | 12/12/12 | 12/12/12 | 10/12/12 | 8/12/12 |
| 刀具数量 | - | 24 [32/40/60] | 24 [32/40/60] | [24/32/40/60] | [24/32/40/60] | [24/32/40/60] | [24/32/40/60] | ||||||||||||||||||
| 刀具最大直径/长度/重量 | mm/mm/kg | Φ110/350/15 | Φ110/350/15 | Φ105/350/15 | Φ105/350/15 | Φ105/350/15 | Φ105/350/15 | ||||||||||||||||||
| 刀具最大直径(相邻无刀具) | mm | Φ200 | Φ200 | Φ200 | Φ200 | Φ200 | Φ200 | ||||||||||||||||||
| X轴(定位/重复) | mm | 0.012/0.008 | 0.017/0.012 | 0.022/0.016 | 0.030/0.020 | 0.012/0.008 | 0.017/0.012 | 0.030/0.020 | 0.016/0.010 | 0.020/0.012 | 0.025/0.016 | 0.020/0.012 | 0.025/0.016 | 0.030/0.020 | 0.035/0.024 | 0.020/0.012 | 0.025/0.016 | 0.030/0.020 | 0.035/0.024 | 0.045/0.032 | 0.055/0.040 | 0.025/0.016 | 0.035/0.024 | 0.045/0.032 | 0.055/0.040 |
| Y轴(定位/重复) | mm | 0.012/0.008 | 0.014/0.009 | 0.016/0.010 | 0.020/0.012 | 0.025/0.016 | 0.030/0.020 | ||||||||||||||||||
| Z轴(定位/重复) | mm | 0.012/0.008 | 0.014/0.009 | 0.016/0.010 | 0.016/0.010[Z轴1250:0.020/0.012] | 0.016/0.010[Z轴1250:0.020/0.012] | 0.016/0.010[Z轴1250:0.020/0.012] | ||||||||||||||||||
| 数控系统 | - | NEWAY FANUC [SIEMENS] | NEWAY FANUC [SIEMENS] | NEWAY FANUC [SIEMENS] | NEWAY FANUC [SIEMENS] | NEWAY FANUC [SIEMENS] | NEWAY FANUC [SIEMENS] | ||||||||||||||||||
| 机床重量 | kg | 19000 | 23000 | 26000 | 29000 | 21000 | 25000 | 32000 | 28000 | 30000 | 35000 | 41000 | 45000 | 50000 | 55000 | 45000 | 50000 | 58000 | 65000 | 85000 | 95000 | 55000 | 70000 | 90000 | 100000 |
在线询盘/留言









