
商铺名称:纽威数控装备(苏州)有限公司
联系人:陈经理(先生)
联系手机:
固定电话:
企业邮箱:136946316@qq.com
联系地址:江苏省 苏州市 中国江苏省苏州市高新区科技城浔阳江路69号
邮编:00000
联系我时,请说是在瑞启化工网上看到的,谢谢!
商品详情

销售电话:陈经理 133-8215-0072
SMG系列数控球面磨床是一种新型的数控球面磨床,底座采用T型结构,立柱采用框型结构,具有高强度、高刚性的特点。机床的磨头安装在主轴上,工件在一次装夹后可以自动连续地完成表面磨削加工。特别适用于中、小型球面零件的加工,广泛应用于球阀的磨削。
 球阀阀体
球阀阀体
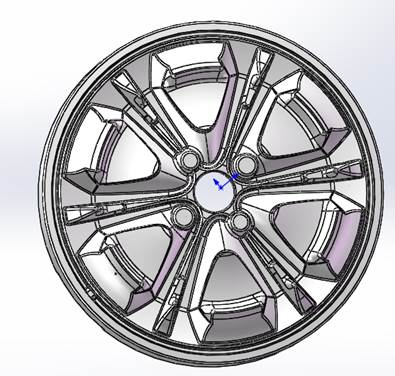
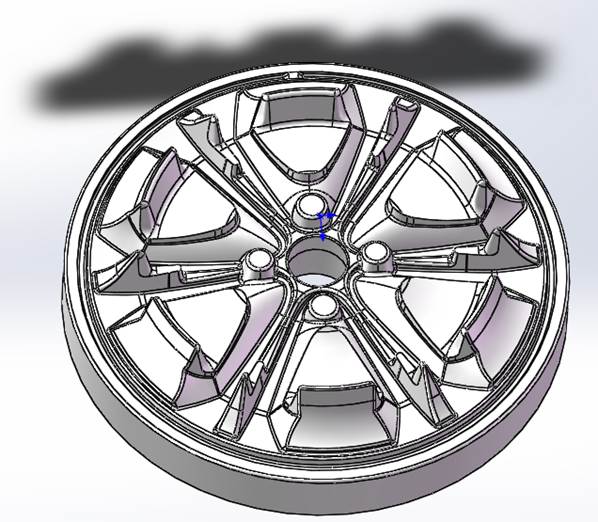
轮毂模具加工
收缩

轮胎模
收缩



链轨节
收缩



油缸主体
收缩



支重轮
收缩



差速器壳体
收缩



液晶显示器外壳加工
收缩



笔记本电脑外壳加工
收缩



手机外壳加工
收缩
电路板加工
收缩
收缩



在线询盘/留言









